






塑料包裝與包材檢測項目與檢驗指標系統性介紹
發布時間:2022-05-11
瀏覽次數:636
作者:泉科瑞達儀器
匯總我國及國際相關標準規范,塑料包裝或包裝材料的檢項目與檢驗指標主要包括:阻隔性能、物理機械性能、滑爽性、厚度、溶劑殘留、耐蒸煮性能、密封性能、瓶蓋扭力、頂空氣體分析、印刷質量等。本文由山東泉科瑞達儀器有限公司(efukuan.cn)匯總整理,分別就各項包裝或包材檢驗指標進行介紹,未經許可不得轉載。
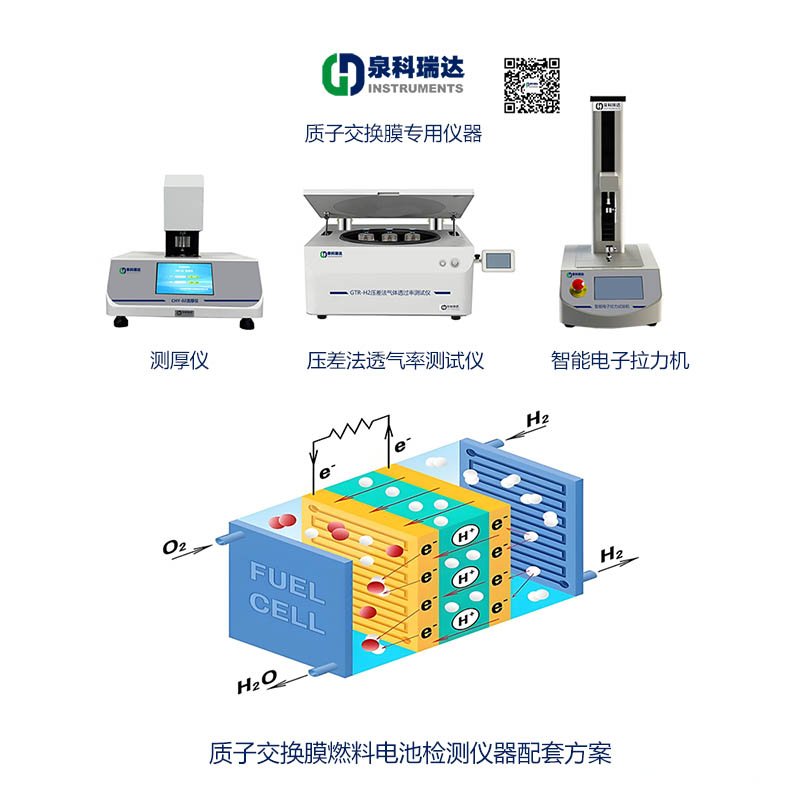
一、阻隔性能
阻隔性能是指包裝材料對氣體、液體等滲透物的阻隔作用。
阻隔性能測試包括對氣體(氧氣、氮氣、二氧化碳等)與水蒸氣透過性能兩類。阻隔性能是影響產品在貨架期內質量的重要因素,也是分析貨架期的重要參考,通過該項檢測能解決由于對氧氣或水蒸氣敏感而產生的氧化變質、受潮霉變等問題。尤其是食品、藥品等對包裝材料阻隔性的要求更高,這類包裝材料需要具有高阻隔性能,以阻止氧氣、水蒸氣、微生物、酸堿腐蝕性溶劑等物質的滲入,同時起到防污、防潮的特點,維持包裝內部環境穩定,保護內容物,從而延長食品、藥品等內裝物的貨架期、保質期。
各種產品對塑料包裝薄膜的阻隔性能的要求是不相同的。例如加工熟食品的長期貯存,必須選用阻隔性好的包裝薄膜,阻止氧氣進入薄膜袋中,以防止食物的氧化變質及抑制其中的微生物的繁殖;新鮮果蔬的包裝則要求薄膜要有適度的透氣性,適當抑制呼吸并使所包裝的物品能夠維持一定的新陳代謝而不致壞死,從而延長保鮮期。對于藥品如大輸液產品,氧氣是導致注射劑變質的主要因素,水蒸氣的滲透則會影響藥物的濃度,因此其包裝必須具有適當的阻隔性,避免給用藥安全帶來隱患。
阻隔性表示方法 塑料薄膜阻隔性的最常用的表示方法是采用一定時間內透過某種物質的量來加以度量。氧、二氧化碳、氮氣等氣體透過率常以cm3/(m2·24h·0.1MPa)來表示,水蒸氣透過量常以g/(m2·24h)表示。薄膜對氣體或水蒸氣的透過量愈大,表示它對該物質的阻隔性能愈差。

二、物理機械性能
物理機械性能是衡量包裝在生產、運輸、貨架期、使用等環節對內容物實施保護的基礎指標,一般包括:抗拉強度與伸長率、復合膜剝離強度、熱合強度、耐穿刺性能、耐沖擊性能、耐撕裂性能、抗揉搓性能、耐壓性能等指標。
1、拉伸性能與斷裂伸長率的試驗方法
拉伸性能試驗是對塑料薄膜和片材(厚度應不大1mm)等藥包材進行拉伸強度和斷裂伸長率的測試項目。通過這項檢測能夠有效解決因為所選用的包裝材料機械強度不夠,而在受到外力作用下產生的包裝破損與斷裂。
拉伸強度是指在拉伸試驗過程中,試驗直至試樣斷裂為止,計算單位初始橫截面上承受的最大拉伸力。
斷裂伸長率是指在拉伸試驗中,試樣斷裂時,標線間距離的增加量與初始標距之比,單位是百分比。
2、熱合強度測試
塑料薄膜作為包裝材料,一般采用熱壓封合的方法將被包裝物封裝在內。包裝的密封是否完好很大程度上取決于熱合的質量。熱合強度又稱為熱封強度,用于塑料熱合在塑料或其它基材(如鋁箔等)上的熱合性能的評定。在產品的保存和運輸過程中,若熱封強度太低,會導致熱封處裂開、泄漏等問題。通過試驗來確定薄膜適宜的熱封合條件,滿足生產工藝的需要。
3、剝離強度的測試
復合薄膜是通過干復式或共擠式將不同材料復合在一起的,材料間粘合質量的好壞直接影響著復合膜的強度、阻隔性及使用壽命。剝離強度也被稱作復合強度或復合牢度,用于檢測復合膜中的層與層間的粘接強度。如果粘合強度過低,則極易在包裝使用中出現層間分離而產生的泄露、阻隔性能差等問題。
4、 熱收縮性能測試 用來評定包裝材料的遇熱收縮性能。飲料瓶外包裝、 啤酒收縮包裝套標均需要開展此項檢驗。
5、穿刺力測試 是對包裝抗尖銳硬物刺穿能力進行評估的指導性指標。如大米真空包裝、帶骨頭的肉食產品包裝、膠塞等。

6、耐沖擊性能 沖擊強度是材料重要的機械力學性能之一,用來衡量材料在經受高速沖擊狀態下的韌性或對斷裂的抵抗能力,也稱沖擊韌性。通過檢測可以防止因包裝材料韌性不足在受到沖擊與跌落時出現包裝表面破損情況的發生,有效避免產品在流通環節中因沖擊或跌落而導致破損。
不同材料可根據標準選擇不同的沖擊試驗方法,常用的方法有擺錘式沖擊試驗、落鏢沖擊試驗、落球沖擊試驗等。
塑料軟包裝通常使用落鏢沖擊法與擺錘沖擊
落球沖擊法一般用于片材,如藥用硬片類產品即為落球沖擊。
7、撕裂度測試
塑料包裝及包裝材料在儲存、運輸過程中有可能因外力作用被撕破,足夠的抗撕裂擴展力可以減少撕裂的傳遞,從而避免包裝破損。另外撕裂性能也是包裝是否易開啟的重要指標,撕裂力的大小決定了消費者開啟包裝的難易程度.
三種測試方法:
GB/T11999-1989《塑料薄膜和薄片耐撕裂性試驗方法 埃萊門多夫法》
直角撕裂強度測試 依據:QB/T1130-1991《塑料直角撕裂性能試驗方法》
褲型撕裂:GB/T 16578塑料薄膜和薄片耐撕裂性能試驗方法----褲形撕裂法
8、抗揉搓性能 包裝及包裝材料在生產、加工、運輸及使用過程中,不可避免會發生揉搓、彎曲扭轉、擠壓等行為,從而影響到材料的包裝性能,特別是對阻隔性能的影響極大。通過檢測包裝材料在試驗前后性能的變化,對材料的抗揉搓性能進行科學的量化分析和判斷。
評價:a. 帶顏色的松節油
b.借助阻隔性檢測設備,看前后阻隔性能的變化
9、 耐壓性能 包裝在倉儲及運輸的過程中,不可避免的會發生堆碼、擠壓等行為,從而影響到材料的包裝性能,;通過模擬包裝在倉儲、運輸等過程中的堆碼、擠壓損傷等行為,檢測試樣在試驗前后性能的變化,對材料的耐壓性能進行科學的量化分析和判斷。、
10、 厚度 食品包裝材料厚度是否均勻是檢測其各項性能的基礎。
包裝材料厚度不均勻,會影響到阻隔性、拉伸強度等性能;對材料厚度實施高精度控制也是確保質量與控制成本的重要手段。 塑料薄膜尺寸測定應參照GB/T6672-2001《塑料薄膜和薄片厚度測定-機械測量法》、GB/T6673-2001《塑料薄膜與片材長度和寬度的測定》進行。
11、 摩擦系數
在生產加工、物料填充、包裝袋堆碼過程中,包裝材料摩擦系數是重要的性能指標。以此評價材料內外側的滑爽性能,通過檢測以確保其有良好的開口性或在高速生產線上能夠順利地進行輸送與包裝。
質量標準依據GB/T10006-1988《塑料薄膜和薄片摩擦系數測定法》它等效采用國際標準ISO8295-1986《塑料-薄膜和薄片-摩擦系數的測定》。

12、溶劑殘留檢測
食品包裝在生產過程中的印刷、復合、涂布工序中使用了大量的有機溶劑,如甲苯、二甲苯、乙酸乙酯、丁酮、乙酸丁酯、乙醇、異丙醇等。這些溶劑或多或少地殘留在包裝材料中,若含有較高溶劑殘留的包裝材料用來包裝食品,將會危害人們的身體健康;因此必須對溶劑殘留量進行檢測。
國家09年8月1日開始實施新的標準《GBT 10004-2008 包裝用塑料復合膜、袋 干法復合、擠出復合》,食品包裝溶劑殘留量,總量≤5.0mg/㎡.其中苯類溶劑不得檢出。
13、耐蒸煮性能
蒸煮包裝在食品領域應用較為廣泛,但包裝材料經過蒸煮工序后性能是否仍然達到要求,就需要對耐蒸煮性能進行檢測。該項檢測是指借助高溫反壓蒸煮鍋評定蒸煮前后包裝性能的變化以及脹袋等問題。
14、密封性能檢測
密封性能是指包裝袋密封的可靠性,通過該測試可以確保整個產品包裝密封的完整性,防止因產品密封性能不好,而導致泄漏、污染、變質等問題。
常用的檢測方法有正壓法和負壓法兩種。正壓法是通過向測試對象內部充入氣體,增強其內部壓力,然后根據樣品內部壓力的變化判斷是否出現泄漏,可以得到準確的破裂壓力和破裂點的具體位置。正壓法的應用應尤其獲得重視,因為利用該檢測方法不但可以檢測輸液袋的密封性,而且可以利用附件擴充檢測對象,。負壓法是將樣品置于專用測試腔內的水中,通過對真空室抽真空,使浸在水中的試樣產生內外壓差,觀測試樣內氣體外溢或水向內滲入情況,以此判定試樣的密封性能。
15、瓶蓋扭矩檢測
瓶類包裝是常用包裝形式之一。其瓶蓋鎖緊、開啟扭矩值的大小,是生產單位離線或在線重點控制的工藝參數之一。扭矩值是否合適對產品的中間運輸以及最終消費都有很大的影響。
16、 頂空氣體分析
產品自灌(封)裝到打開包裝使用之前,對包裝內部的氣體成分進行控制是有效延長產品保質期或改善保存質量的重要手段。通過檢測可以對包裝袋、瓶、罐等中空包裝容器頂部空間氧氣、二氧化碳氣體含量、混合比例做出評價,從而指導生產、保證產品貨架期質量。

17、印刷質量檢測
對包裝實施精美印刷是產品吸引消費者的重要手段,產品包裝印刷質量的好壞直接影響到消費者對產品的信賴。若想確保亮麗的外觀質量,就需要對印刷質量進行控制。
(1)色彩控制
在彩色印刷中需要借助人工進行辯色,經常因光照環境不同而產生不同的評價或因同色異譜現象產生印刷質量問題,配備標準光源可以有效地避免此類問題的發生。
(2)墨層結合牢度與耐磨性控制
包裝的印刷墨層脫落會嚴重影響產品形象,甚至影響到消費者對產品質量的信任,通過該項檢測可以有效預防產品在運輸等過程中因磨擦造成包裝印刷墨層脫落的現象。
因為塑料包裝在產品的生產、運輸、貨架展示及應用等環節發揮重要的保障性作用,所以其阻隔性能、物理機械性能、拉伸強度、耐沖擊、耐穿刺、滑爽性、厚度、溶劑殘留、耐蒸煮性能、密封性能、瓶蓋扭力、頂空氣體分析、印刷質量等質量控制指標在實驗品控管理中極為重要。因篇幅有限,如有對于塑料包裝系統性檢驗需要幫助,可以隨時與泉科瑞達儀器(qktester.com)聯絡,我們依包裝科研實驗室為依據將為業內相關單位提供專業的幫助。
 山東泉科瑞達儀器設備有限公司
山東泉科瑞達儀器設備有限公司
 0531-88905886
0531-88905886
 market@qktester.com
market@qktester.com
 山東省濟南市高新區正豐路7號
山東省濟南市高新區正豐路7號
 立即在線咨詢客服
立即在線咨詢客服