






包裝材料復合加工時復合膜層間剝離強度差的問題講解
發布時間:2024-05-08
瀏覽次數:1095
作者:泉科瑞達儀器
在復合膜的生產過程中,上機復合時復合膜層間剝離強度差是一個常見的問題。這不僅影響了復合膜的質量,還可能導致生產過程中的浪費和效率降低。為了解決這個問題,可以從以下幾個方面入手。
一、從生產工藝、原料入手改良復合膜層間剝離強度差的辦法
首先,我們需要了解造成復合膜層間剝離強度差的原因。其中可能包括的包材的抗拉強度與彈性模量差、膠粘劑類型和質量的不當選擇、膠粘劑干燥不充分、涂膠量不足以及稀釋劑的純度問題等。針對這些原因,我們可以采取相應的措施來解決。
針對包材的抗拉強度與彈性模量差的問題,我們可以考慮更換高質量的薄膜,用以提高復合膜的剝離強度。

復合膜剝離強度是其重要的質量指標之一
同時,選擇適合的膠粘劑也是非常重要的。我們應該選擇高質量的復合專用膠粘劑,以提高復合強度。膠粘劑的干燥不充分是導致復合膜層間剝離強度差的另一個重要原因。為了解決這個問題,我們可以調整復合工藝,提高烘道的干燥溫度或者適當降低復合線速度,保證膠粘劑能夠充分干燥。此外,涂膠量的不足也會影響復合膜的粘結強度,因此我們應該適當提高涂膠量。
在解決復合膜層間剝離強度差的問題時,我們還需要注意稀釋劑的純度和使用。我們應該選擇質量合格的稀釋劑,并嚴格控制對稀釋劑的檢測工作。此外,適當提高復合鋼輥的表面溫度或者適當加大復合壓力也有助于提高復合膜的剝離強度。
除了以上措施,我們還應該注意上膠量的控制。上膠量的大小直接影響復合膜的剝離強度。如果上膠量不足,復合膜的粘結強度就會降低。因此,我們應該根據復合膜的要求和工藝條件,適當控制上膠量。
在實際生產過程中,我們還需要注意其他一些細節問題。例如,膠液濃度偏低、膠液在刮刀上回流時氣泡未能及時消除、涂膠輥未及時清洗造成網眼堵塞等。這些問題都可能導致上膠量不足,從而影響復合膜的剝離強度。因此,我們應該定期檢查和維護設備,確保生產過程中的各個環節都處于最佳狀態。
二、從儀器入手形成對復合膜抗拉強度、彈性模量、剝離強度的閉環質量控制
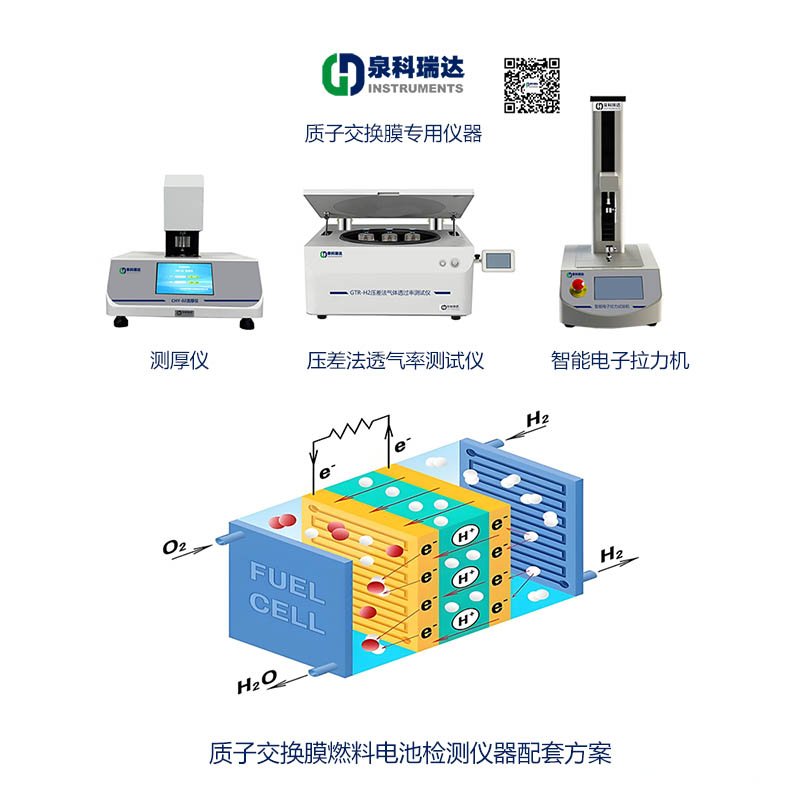
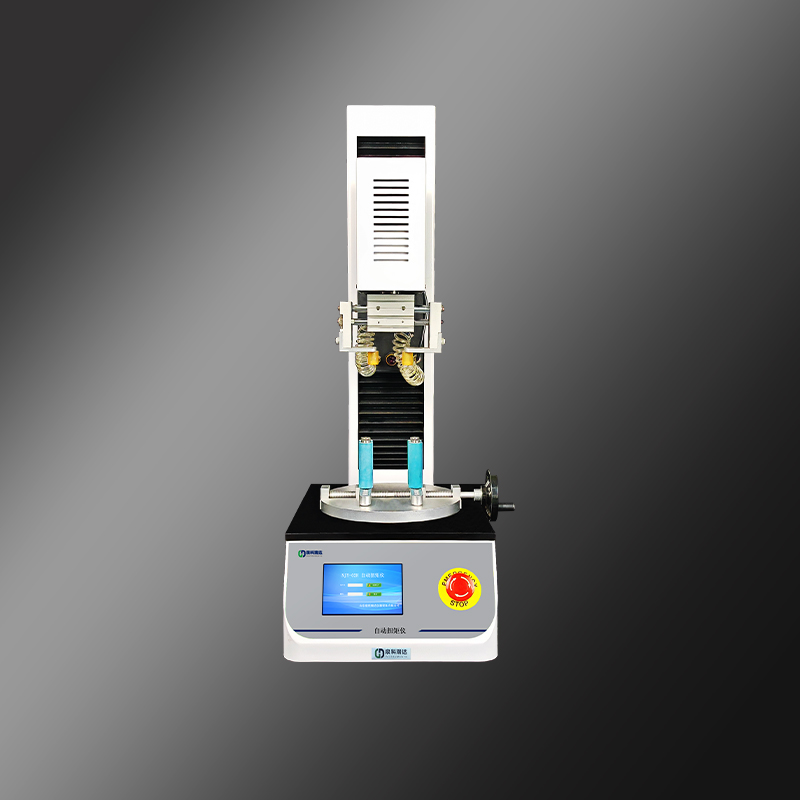
僅僅通過材料或復合加工藝的調整是無法閉環解決層間剝離強度差的問題 ,還需要借助專用的ETT-01、MTT-02H等智能電子拉力試驗機,對包材進行抗拉強度、彈性模量、伸長率的檢測,還要對復合加工后的復合膜進行層間剝離強度的檢測。泉科瑞達提供的智能電子拉力試驗機,為包材行業專用儀器,其采用新一代測控技術、具有分級權限與密碼登陸、菜單化試驗功能,一機可完成抗拉強度與伸長率、彈性模量、熱合強度、剝離強度(T型剝離、90度、180度剝離)、穿刺力與強度、撕裂性能等包裝材料多種檢測功能。

包裝材料專用智能電子拉力試驗機-性價比優越
總之,解決上機復合時復合膜層間剝離強度差的問題需要我們從多個方面入手。我們應該選擇高質量的原材料和設備、儀器,優化復合工藝參數,嚴格控制生產過程中的各個環節,再通過專業的智能電子拉力試驗機形成質量管理的閉環控制,以確保復合膜的質量和穩定性。只有這樣,我們才能生產出高質量的復合膜產品,滿足市場和客戶的需求。
 山東泉科瑞達儀器設備有限公司
山東泉科瑞達儀器設備有限公司
 0531-88905886
0531-88905886
 market@qktester.com
market@qktester.com
 山東省濟南市高新區正豐路7號
山東省濟南市高新區正豐路7號
 立即在線咨詢客服
立即在線咨詢客服